你口袋里的手机,藏着一段40年的科学传奇
你或许没有意识到,此刻握在手中的智能手机、停在楼下充电桩旁的电动汽车、医院里那台安静运转的MRI核磁共振仪——它们的内部,都有一块不起眼却至关重要的永磁材料在默默工作。
这种黑灰色的小块头,是目前世界上磁性能最强的永久磁铁。它的发现,距今刚好超过40年。而它背后的故事,从一场学术报告上的灵感闪现开始,经历了无数个深夜的实验、几度碰壁的挫折,最终改变了整个现代工业的面貌。
一、一块磁铁的诞生:从灵感到突破
时间回到1978年1月31日,东京,一场由日本金属学会主办的稀土磁铁研讨会正在进行。
台下坐着一位来自富士通实验室的年轻材料工程师,名叫佐川真人(Masato Sagawa)。彼时,他的本职工作是改善钐钴(SmCo)磁铁的机械强度,心里却一直有个挥之不去的念头:为什么稀土磁铁只能是稀土加钴,而不能是稀土加铁?
铁比钴更便宜,理论饱和磁化强度也更高——如果能用铁替代钴,这种磁铁将在性能和成本上同时占优。但问题在于:R₂Fe₁₇化合物的铁铁原子间距太小,铁磁状态并不稳定,实际上无法做成实用磁铁。
就在那天的报告中,演讲者提到了这个"间距太小"的问题。佐川真人的脑海里突然亮起一道光——如果在R₂Fe₁₇中加入原子半径小的碳或硼,不就可以撑开铁铁间距,稳定铁磁态了吗?
第二天,他就开始在电弧熔炼炉里制备R-Fe-X(X=C、B)系列合金。到1978年底,他发现以Nd为R、以B为X的合金中,存在一种新型三元金属间化合物,具备高居里温度、大饱和磁化强度和大磁晶各向异性——新型磁体的潜力已经初现。
然而,这种材料的矫顽力几乎为零。磁铁没有矫顽力,就好比一把没有锁的保险箱——毫无实用价值。
此后数年,佐川真人利用业余时间坚持研究。1982年初,他加入了住友金属工业公司,组建专门团队,系统测试了约50种不同成分的NdFeB合金。其中一个成分为Nd₁₅Fe₇₇B₈(原子百分比)的样品,最大磁能积(BH)max达到34 MGOe,一举打破当时的世界纪录。
当那块样品发出清脆的"啪"一声,跳起来吸附在钢板上时,佐川真人本人也跟着跳了起来。
1983年,他在美国匹兹堡的磁学与磁性材料会议上首次公开发表成果,报告(BH)max已达35 MGOe。同一会场,通用汽车的约翰·克罗特团队也独立发表了NdFeB快淬磁体的研究。两个团队,两条完全不同的技术路径,却在同一时间殊途同归——这在科学史上实属罕见。

佐川真人博士,烧结钕铁硼永磁材料的发现者
二、为什么烧结钕铁硼是"最强磁铁"
要理解烧结钕铁硼为何独占鳌头,需要先了解永磁体的三个核心指标:居里温度(Tc)、饱和磁化强度(Is)和各向异性场(Ha)。
居里温度决定磁铁在多高温度下还能保持磁性;饱和磁化强度决定磁铁能产生多强的磁场,直接影响(BH)max;各向异性场则是矫顽力的来源,决定磁铁抗退磁的能力。
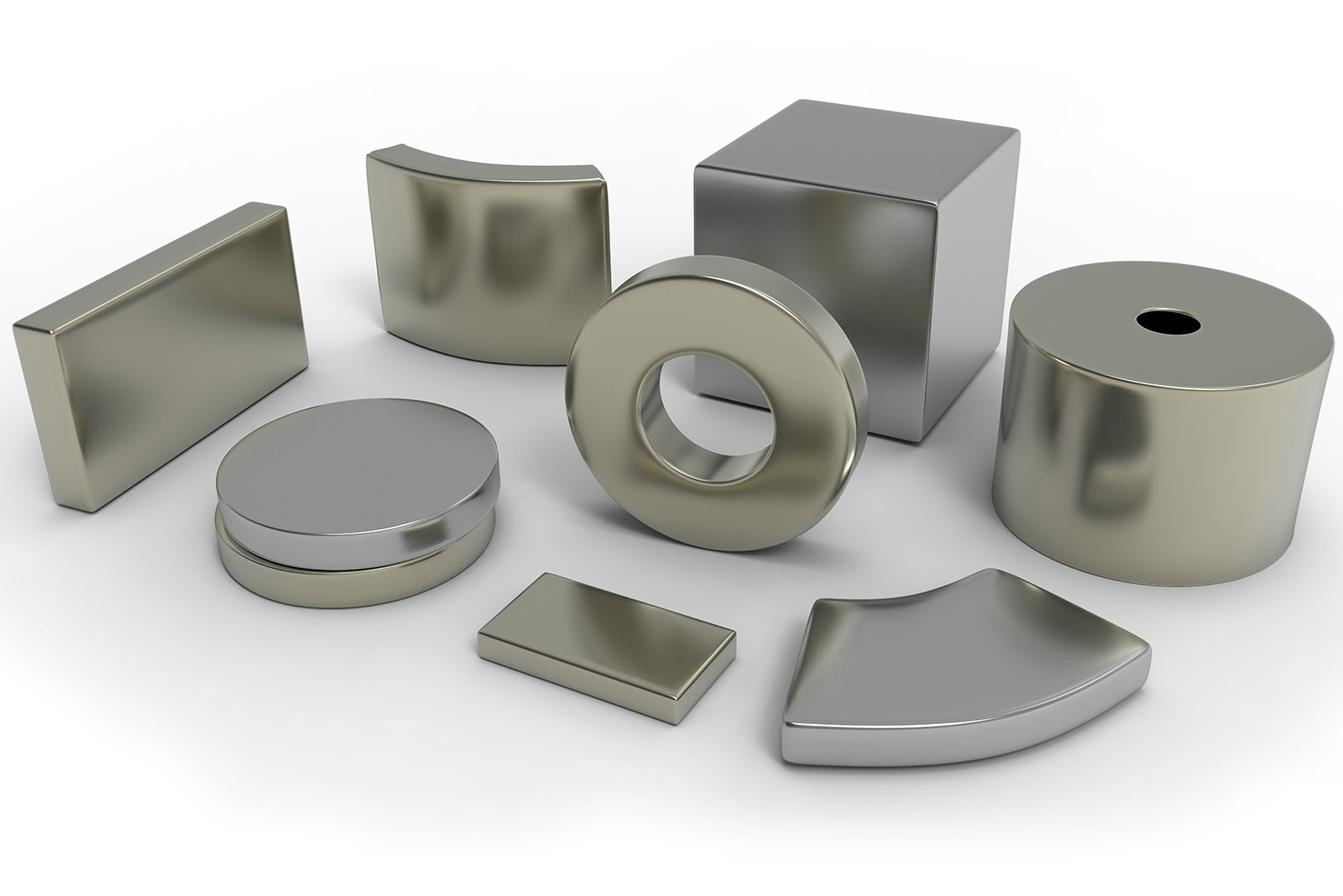
Nd₂Fe₁₄B主相的表现令人印象深刻:居里温度586 K,饱和磁化强度1.60 T,各向异性场5.33 MA/m。在所有R₂Fe₁₄B系列化合物中,它拥有最高的饱和磁化强度,同时兼具足够高的居里温度和各向异性场——三项指标的综合表现无出其右。
R₂Fe₁₄B系列化合物居里温度,饱和磁化强度,各向异性场指标对比示意图
相比之下,Tb₂Fe₁₄B和Dy₂Fe₁₄B虽然各向异性场更高(分别达17.51和11.94 MA/m),但饱和磁化强度仅约0.7T,不到Nd₂Fe₁₄B的一半——磁能积自然大打折扣。
这就是Nd₂Fe₁₄B能够成为主相的根本原因:它在"磁有多强"和"磁有多稳"两个维度上找到了最佳平衡点。
三、一块钕铁硼磁铁的"炼成":八道工序缺一不可
了解了材料本身,我们再来看看这块磁铁是如何从原料变成成品的。烧结钕铁硼磁体的生产主要涉及八个主要工序:熔炼、氢碎、气流磨、压制成型、烧结、机加工、表面处理与充磁。每道工序环环相扣,任何一个环节的偏差都会影响最终的磁性能。以下重点介绍其中三个关键步骤。
1. 甩带铸造——品质的源头
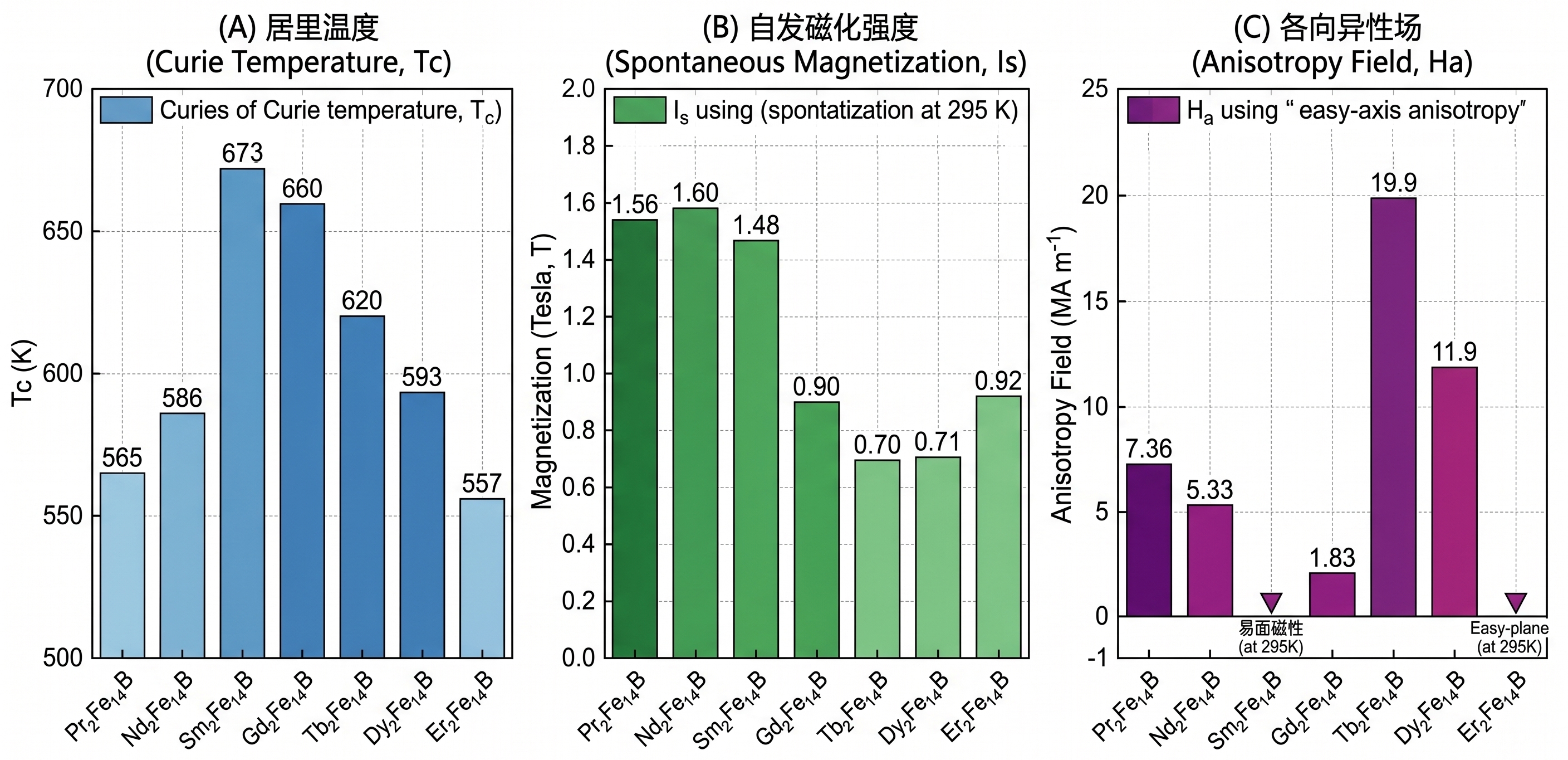
生产的起点是将熔融的NdFeB合金液体,以1–3 m/s的辊面速度倒在高速旋转的水冷铜辊表面急冷,形成约300μm厚的薄带。这道工序看似简单,却是决定最终磁体品质的基础性步骤。
为什么不能用普通铸造?因为普通铸造冷却太慢,会析出大量α-Fe相——这是一种软磁相,会显著降低磁体的矫顽力和磁滞回线的矩形比。甩带铸造的急冷工艺可以完全抑制α-Fe的析出,同时形成微米级均匀的枝晶结构,为后续粉碎和烧结奠定基础。
熔炼设备与工艺示意图
2. 气流磨——粒径决定矫顽力
甩带合金经氢破碎预处理后,还需通过气流磨进一步细化。气流磨利用高速氮气射流使颗粒相互碰撞粉碎,将粒径研磨至3–5μm的单晶粉末。与球磨相比,气流磨引入的杂质更少,是钕铁硼制粉工艺中不可替代的核心设备。粒径大小对最终磁性能影响极大:烧结后晶粒尺寸随粉末粒径减小而减小,而矫顽力随晶粒细化而显著提升。
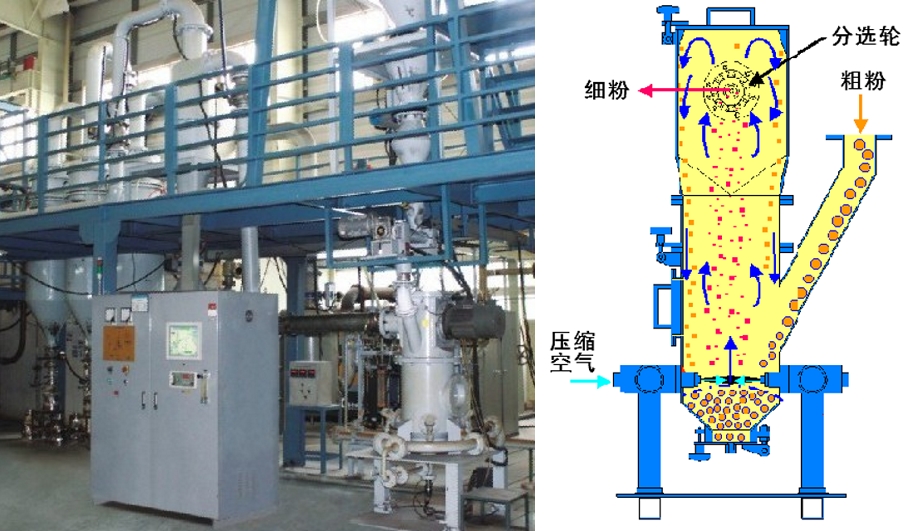
气流磨设备与工艺示意图
3. 真空烧结与退火——致密化的艺术
经磁场压制成型的压坯,在真空炉中升温至1000–1100°C进行液相烧结,持续数小时。烧结过程中,少量液相溶解Nd₂Fe₁₄B晶粒表面并重新沉积,驱动颗粒重排和致密化,最终致密度可达理论密度的99%以上。
温度窗口的拿捏是烧结工艺的难点所在:超过最佳温度,晶粒会异常长大,尺寸可达100μm,导致矫顽力下降、取向度降低。添加少量锆Zr等难熔元素,可通过在晶界形成硼化物相来抑制异常晶粒长大。
烧结完成后,磁体还需经过约500°C的退火淬火处理,矫顽力可再提升2 kOe以上,随后按要求精密机加工至成品尺寸,并进行电镀NiCuNi等表面处理以提升耐腐蚀性,最终完成充磁出运。

烧结设备示意图
四、重稀土的"两难困境"与破局之道
如果说发现NdFeB是第一场革命,那么如何减少重稀土元素(HRE)用量,就是这个行业正在进行中的第二场革命。
1. 为什么需要重稀土?
问题的根源在于温度。Nd₂Fe₁₄B的各向异性场随温度升高而显著下降,导致矫顽力在高温下大幅缩水。对于工作温度可高达200°C的电动汽车牵引电机,所需矫顽力约为30 kOe——而纯NdFeB磁体根本无法达到这一要求。
解决方案是用重稀土元素镝Dy或铽Tb部分替代钕Nd。Dy₂Fe₁₄B和Tb₂Fe₁₄B具有更高的各向异性场,掺入后可显著改善高温矫顽力。每增加1 at%的镝Dy,矫顽力约可提升5 kOe。达到电动车牵引电机所需的约30 kOe,需要约10 wt%的镝Dy含量。
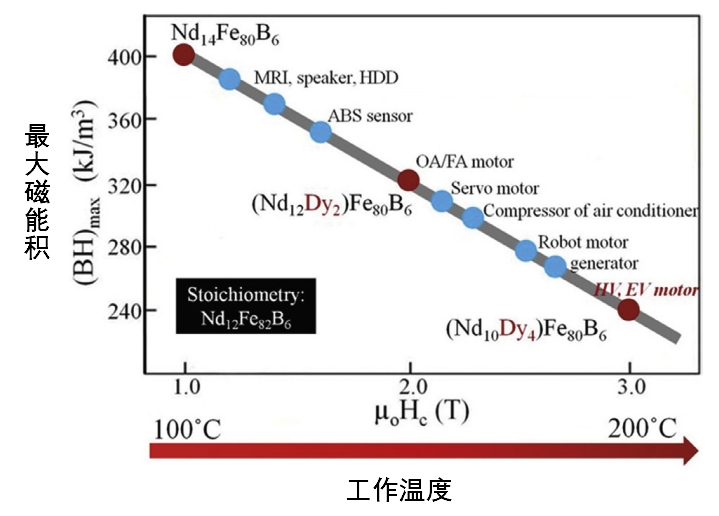
不同应用对镝Dy含量的需求关系示意图
但镝Dy和铽Tb是典型的稀缺资源,储量远少于钕Nd和镨Pr。更麻烦的是,镝Dy和铽Tb加入Nd₂Fe₁₄B后,其磁矩方向与钕Nd和铁Fe的磁矩方向相反,会降低整体饱和磁化强度,进而减小剩磁Br。这是一对无法回避的矛盾:想要矫顽力,就必须牺牲剩磁。
2. 三条破局路径
路径一:粉末混合法
1990年开发的粉末混合法,将富镝Dy/铽Tb晶界合金粉末与主相粉末按比例混合,烧结后HRE优先聚集在Nd₂Fe₁₄B晶粒表面,形成HRE富集的壳层,而晶粒内部仍保持高饱和磁化强度。与直接在全部合金中均匀添加HRE相比,此方法可以用更少的HRE获得相近的矫顽力提升效果。
路径二:晶界扩散工艺(GBDP)
2005年由Nakamura等人正式开发的晶界扩散工艺,是目前工业应用最广泛的HRE减量技术。其原理是:将TbF₃或DyF₃等HRE氟化物或氧化物粉末涂覆于磁体表面,在约900°C热处理中,HRE沿已液化的晶界向内渗透,在晶粒表面形成极薄但HRE浓度极高的壳层。
与粉末混合法相比,GBDP形成的HRE富集层更薄、浓度更高,因此在维持Br基本不变的同时,矫顽力的提升幅度更为显著。使用TbF₃时,Tb含量低于1 wt%即可将矫顽力提升至23 kOe。这条技术路线的渗透深度可达数毫米——这也意味着,对于较厚的磁体,中心区域的矫顽力提升效果会相对有限。
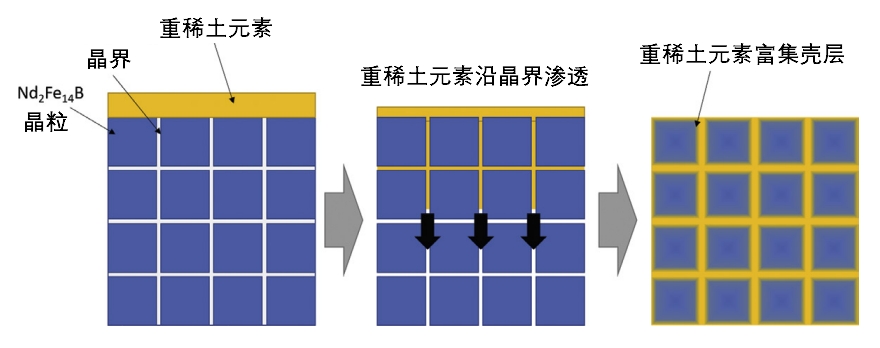
晶界扩散工艺原理示意图
路径三:晶粒细化
理论和实验都证明,矫顽力随晶粒尺寸减小而提升。粉末粒径从早期的约5 μm缩减至3 μm,磁体矫顽力即可从约13 kOe提升至约16 kOe。若在3 μm粉末的基础上叠加晶界扩散工艺,矫顽力可进一步达到23 kOe。
除上述三条路径外,还有一条值得关注的技术路线,即低硼含量+镓Ga掺杂,通过形成磁矩极小的Nd₆Fe₁₃Ga晶界相(宽度可达约20 nm,而常规晶界仅2–3 nm),可在不添加镝Dy/铽Tb的情况下获得媲美镝Dy掺杂的矫顽力水平。
五、微观世界的秘密:晶界里住着什么?
正是由于近年来电子显微镜和原子探针技术的进步,科学家才得以看清烧结钕铁硼磁体矫顽力背后的微观机制。
研究发现,烧结钕铁硼磁体的高矫顽力来自其独特的"晶胞结构"——每个Nd₂Fe₁₄B主相晶粒被一层极薄的富钕Nd相包裹。这层晶界相的作用,类似于"防火墙":阻止一个晶粒中的反磁畴向相邻晶粒扩展。
经过最优化退火处理后,晶界处会形成一层约3 nm厚的非晶相,其成分大致为Nd₂₉.₉Fe₆₅.₈B₃.₁Cu₁。出乎意料的是,这层非晶相并非磁绝缘的——它本身具有铁磁性,饱和磁化强度约为0.6 T。这意味着相邻晶粒之间并非完全磁隔离,而是通过这层铁磁薄膜发生了交换耦合。
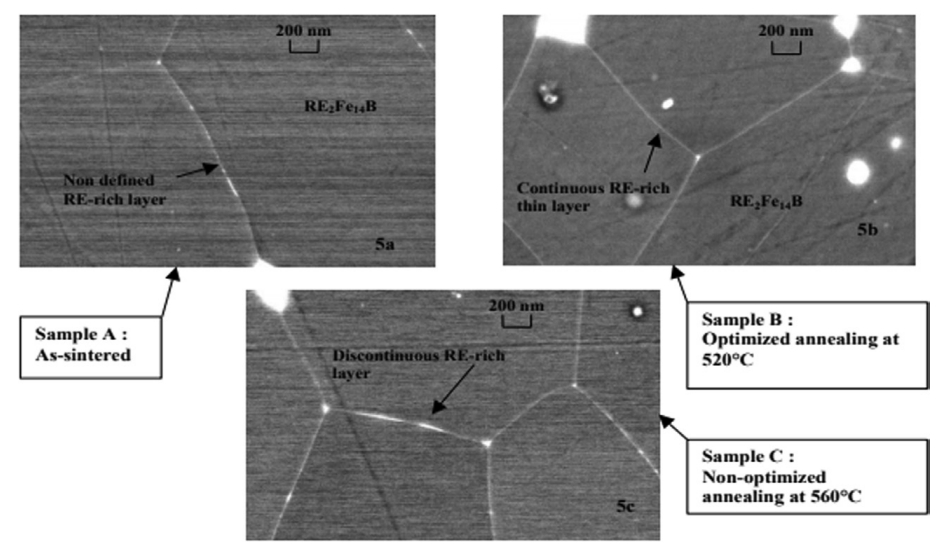
显微图像展示了退火处理后在晶界形成的连续富Nd薄层
这一发现揭示了一个重要方向:如果能将这层晶界铁磁薄膜转变为非磁性或反铁磁性,磁体的矫顽力将有望进一步大幅提升,而无需牺牲剩磁。 这正是上文提及的镓Ga掺杂技术的微观原理所在,也是当前学术界和产业界持续攻关的核心课题之一。
铜Cu的添加是另一个关键细节:铜Cu可降低晶界相的熔点,改善液相在晶界处的润湿性,从而促进超薄均匀晶间相的形成,这也是退火工序能够显著提升矫顽力的微观原因之一。
六、从硬盘到电动车:无处不在的应用
如今,烧结钕铁硼磁体已经成为整个现代工业体系中不可或缺的基础性材料,覆盖范围之广,远超大多数人的想象。
在消费电子领域,高容量硬盘的磁头定位音圈电机、各类微型扬声器和蓝牙耳机,都依赖钕铁硼磁体实现精密的电磁转换。
在医疗设备领域,磁共振成像(MRI)设备需要极强且极均匀的磁场,钕铁硼磁体是实现这一要求的重要手段之一。
在工业自动化领域,伺服电机、机器人关节电机对高性能磁体的需求持续增长。每一台需要精准力控和位置控制的设备,背后都有钕铁硼磁体在支撑。
风力发电机同样是重要的应用领域——海上风机的直驱永磁发电机体积庞大,每台用磁量可达数吨。
而最受瞩目的应用场景,无疑是新能源汽车。电动汽车和混合动力汽车的驱动电机,需要在高温、强退磁场的严苛条件下长期稳定工作,对矫顽力和磁能积的要求均位于烧结钕铁硼磁体应用场景中的顶端。

七、行业趋势:无重稀土化,从技术探索到市场主流
展望未来,无重稀土化正在成为烧结钕铁硼行业最重要的发展主轴,技术进步与外部政策的双重驱动,正在加速这一趋势的落地。
从技术层面看,多条路径的成熟正在共同拓宽无重稀土磁体的应用边界。晶粒细化是目前实现真正意义上"无重稀土"的核心手段——通过将粉末粒径精准控制在临界值(约3 μm)附近,在不引入任何镝Dy、铽Tb的前提下获得足够的矫顽力;镓Ga掺杂技术通过形成弱磁性晶界相,在特定成分设计下同样可以达到媲美镝Dy掺杂的矫顽力水平;晶界工程的持续深入,则让取向度Br/Js近年已接近0.98的高水平。
值得注意的是,晶界扩散(GBDP)和晶界掺杂工艺虽能大幅压缩重稀土用量,但因仍含微量重稀土元素,在行业内通常归类为"减重稀土",而非严格意义上的"无重稀土"。
从市场层面看,供应链安全与政策管制正在将无重稀土化从"技术选项"推升为"战略必选"。上述技术分类上的差异,在当前出口管制背景下尤为关键:2025年4月,商务部对含镝Dy、铽Tb的钕铁硼磁体实施出口许可管制,对依赖准时交付的工业生产供应链冲击尤为显著。由于无重稀土钕铁硼不在管制清单之列,其作为出口替代方案的地位迅速上升,已成为烧结钕铁硼合规出口的主流方向之一。
当然,无重稀土并非没有代价。目前部分牌号的无重稀土烧结钕铁硼在常温下的磁性能已与含重稀土磁体相当,但在高温工况下,其抗退磁能力和热稳定性仍略逊一筹。因此,在正式替换应用之前,充分的可靠性验证不可省略。
结语
从1978年一场报告中的灵感,到如今支撑新能源时代运转的关键材料,钕铁硼走过了40余年的演进历程。每一个百分点的性能提升背后,都是无数工程师和科学家在晶粒尺寸、成分配比、工艺参数之间的精密拿捏。
这门学问,远比一块黑色小磁铁看上去的要深得多。
想更深入了解磁铁的性能或如何选择合适的磁铁吗?可以参考[永磁材料选择指南]
如果你有具体问题,或者需要定制磁铁解决方案,欢迎联系我们!我们很乐意帮你找到答案。
发布时间: 26-05-09